

Kiváló mechanikai tulajdonságaiknak, korrózióállóságuknak és még kedvezőtlen üzemi körülmények között is nagyfokú hőállóságuknak köszönhetően a repülőgépiparban széles körben alkalmaznak titánötvözeteket és nikkelbázisú szuperötvözeteket.
Az előnyös tulajdonságaik mellett azonban a megmunkálásuk komoly kihívást jelent, amely közvetlenül befolyásolja a szerszáméltartamát, az egységes felületminőséget és az általános folyamatképességet. Az ISCAR mérnökcsapata által kifejlesztett alkalmazások és az ISCAR forgácsolási technológiája felveszi a kesztyűt a jellemző kopásmechanizmusokkal, hőképződéssel és rezgéssel szemben. A hangsúlyt a szerszáméltartamának növelésére, a méretpontosság tartására és a folyamatképesség javítására helyezik a repülőgépiparban előforduló gyártókörnyezet körülményei között.
A repülőgépiparban az alkatrészeket gyakran rendkívül nagy mechanikai igénybevételre, magas üzemi hőmérsékletre és kedvezőtlen környezeti feltételekre méretezik. A titánötvözetek és a nikkelbázisú szuperötvözetek szakítószilárdság-tömeg aránya kedvező, kiváló a hőállóságuk, ezért alapvető fontosságúak szerkezeti elemek, motor alkatrészek és más, kritikus összeállítások gyártásakor. Az előnyös tulajdonságaik mellett azonban a hagyományos, acél- vagy alumíniumötvözetekhez képest nehezen megmunkálhatóak. Alacsony anyagleválasztási sebesség, fokozott szerszámkopás jellemzi, ráadásul a szigorú követelmények is jelentősen növelik a megmunkálási költségeket, különösen a nagyértékű repülőgépipari alkatrészek megmunkálása esetén.
A titánötvözetek, mint például a Ti‑6Al‑4V hővezető képessége gyenge, a szénacélhoz képest nagyjából a hatoda, ezért a forgácsolási zónában, a forgácsolóél és a munkadarab érintkezési pontjában jelentős hő képződik. Ez a helyi hőképződés felgyorsítja a hátfelület kopását, és akár képlékenyen deformálhatja a forgácsolóél geometriáját is. A titán kémiai affinitása ráadásul magas a forgácsoló szerszámanyagokkal is, ezért élrátét képződésére, anyaglerakódásra is hajlamos, különösen kisebb forgácsolósebességek esetén. Ezeket a kihívásokat az ISCAR finomszemcsés keményfém szerszámanyagokat és továbbfejlesztett PVD bevonatokat alkalmaz a szerszámcsaládjain, mint például a HELIDO, CHATTERFREE, és a tömör, keményfém szerszámain, amelyek forgácsolóéle nem hajlamos a kilágyulásra és a súrlódás, hőképződés minimális.
A nikkelbázisú szuperötvözetek megmunkálása hasonlóan problémás, de ebben az esetben más kihívások lépnek fel. Ezek az anyagok magasabb hőmérsékleten is állandó szakítószilárdsággal rendelkeznek, és képlékeny alakváltozáskor jelentős alakítási keményedés lép fel. Magmunkáláskor tehát nagyobb forgácsolóerő ébred, a forgácsolóél előtt felkeményedett réteg képződik, és agresszív kopásmechanizmusok lépnek fel, mint például vonalas élitöredezés, diffúziós kopás és kráteres kopás. A forgácsolósebességet jellemzően a hőképződés korlátozza, ez azonban a termelékenységet is befolyásolja. Az ISCAR ezeket a korlátozásokat nagyobb terhelhetőségű lapkageometriákkal és hőálló bevonatokkal oldja fel, amelyeket a SUMOTEC anyagminőségek és a HELITURN és LOGIQTURN szerszámrendszerekben lehet megtalálni, eszterga- és marószerszámok esetén egyaránt. A tervezésükkor előre kiszámítható kopásmodellt alkalmaztak a hosszabb forgácsolási ciklusok érdekében.
A repülőgépipari alkatrészek megmunkálásakor a méretpontosságon felül további, szigorú követelményeket is kell teljesíteni. A szokásos tűrésmező gyakran ±5 – ±10 mikrométer, miközben egységes felületminőséget kell előállítani, mikrorepedésektől, beégett élrátéttől vagy maradó húzófeszültségektől mentesen, mert mindezek csökkentik az alkatrész kifáradási határát. A repülőgépipari alkatrészekre jellemző a vékonyfalú kialakítás, összetett geometria vagy a megszakított fogásvétel, ezek mindegyike növeli a rezgések kialakulásának és a szerszám elhajlásának veszélyét. Az ISCAR eltérő élkiosztású és változó horonyszögű marószerszámait, mint például a CHATTERFREE és a HELIMILL marócsaládokat kifejezetten a rezgéscsillapításra és a folyamatképesség javítására fejlesztették ki hasonló megmunkálási körülmények között.
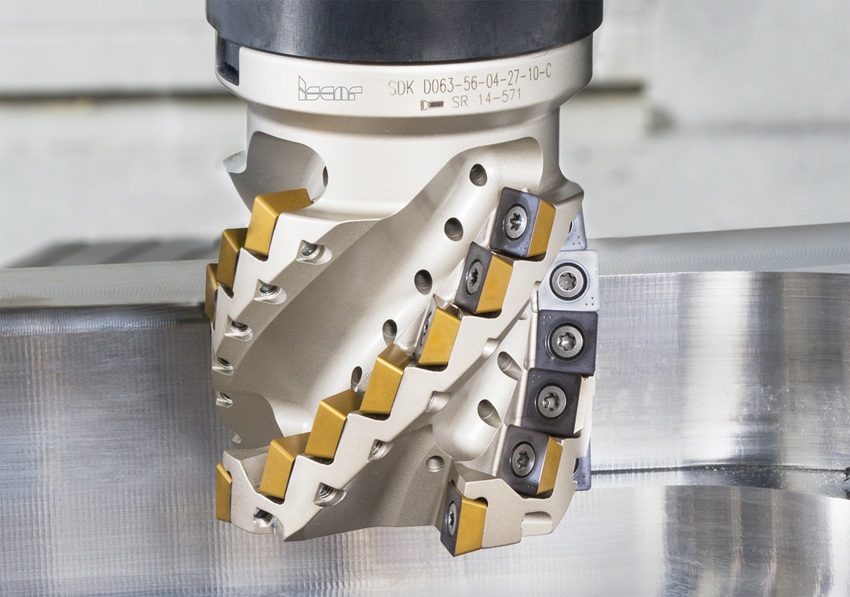
A repülőgépiparban használt szerszámanyagok esetén meg kell találni az egyensúlyt a keménység és a szívósság között, hogy elviseljék a nagy mechanikus- és termikus igénybevételt, ugyanakkor a forgácsolóélük sem lehet hajlamos a kitöredezésre. A finomszemcsés keményfém szerszámanyagok kiválasztásakor az a szempont, hogy megfelelő kopásállósággal rendelkezzenek a szívósságuk feláldozása nélkül, különösen megszakított fogás vagy instabil körülmények esetén. Titán- és nikkelbázisú szuperötvözetek esetén gyakran alkalmazzák az ISCAR SUMOTEC technológiáján belül kifejlesztett fizikai gőzfázisú leválasztással (PVD) készített bevonatokat, mert kiváló a tapadásuk a szerszámanyaghoz, nagy a hőállóságuk és a forgácsolóél és a munkadarab érintkezési pontjában csökkentik a súrlódást (1. ábra). Ezek a bevonatok hőpajzsként viselkednek, megakadályozzák a hőterjedést a szerszámanyag felé, ezért kiszámítható kopásmodellt lehet alkalmazni.
Az eltérő élkiosztású és változó horonyszögű marószerszámokat akkor használják, ha meg akarják szakítani a felharmonikus frekvenciákat és csökkenteni kell a rezgéseket, ez például a vékonyfalú, repülőgépipari alkatrészek megmunkálásakor különösen fontos. Titán megmunkálásakor a HELIMILL HFM-hez hasonló szerszámokkal végzett nagy előtolású marási stratégiáknál csökkentett radiális terhelést lehet elérni nagyobb élenkénti előtolás, kisebb forgácsolóerő és hőképződés mellett. Nikkelbázisú szuperötvözetek megmunkálásakor a marási stratégiákkal stabilabb forgácsolást és egységes forgácskeresztmetszetet lehet elérni a lokális kopás csökkentése érdekében, különösen a változó fogásvételi zónákban, ahol a leginkább jellemző a vonalas élkitöredezés.
A repülőgépipari alkatrészek esztergálásakor és leszúrásakor nagy merevségű lapkákat és erős lapkaleszorítást kell alkalmazni a növekvő forgácsolóerő és hőképződés elviselésére. Az ISCAR esztergálási termékcsaládjai, mint például a HELITURN, JETCUT, és a LOGIQTURN lapkafészke rendkívül merev, és a forgácsolóél kialakítása is segíti a stabil megmunkálást. A hatékony forgácselvezetés alapvető fontosságú, különösen a hosszú, folytonos forgács képződésére hajlamos titán esztergálásakor, amelyek a forgácsolási zónába ütközve tönkre tehetik a szerszámot vagy a munkadarabot. Szuperötvözetek esztergálásakor a lapkageometria és az élkialakítás alapvető fontosságú a vonalas élkitöredezés elkerülésére és a szerszáméltartam növelésére hosszú, folytonos fogások esetén.

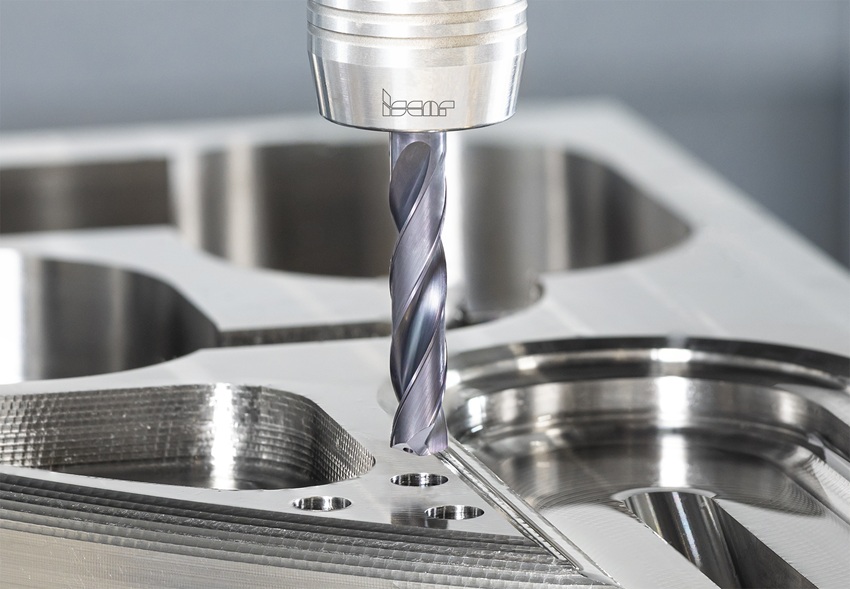
A repülőgépiparban végzett furatmegmunkálások (2. ábra) kritikusan, hiszen a furat felületminősége közvetlenül befolyásolja a szerkezet folytonosságát és kifáradási határát. Az ISCAR fúrási termékcsaládjai, mint például a SUMOCHAM és a LOGIQ-3-CHAM, illetve a váltólapkás DR‑TWIST és TRIDEEP optimalizált csúcsgeometriával és szerszámon keresztüli hűtőcsatornákkal rendelkeznek a forgácselvezetés megkönnyítése és a forgácsolóél hőterhelésének csökkentése érdekében. Ezekkel a megoldásokkal állandó minőségű furatokat lehet megmunkálni különféle repülőgépipari anyagok és munkadarab geometriák esetén egyaránt.
A repülőgépiparban a szerszáméltartamot a forgácsolási paraméterek, az élgeometria, a hűtő-kenő folyadék alkalmazása és a szerszámgép merevségének összetett kölcsönhatása határozza meg. A termelési adatok és esettanulmányok egyértelműen kimutatták, hogy a forgácsolósebesség viszonylag kis csökkentésével (nagyjából 10-20 százalékkal) a szerszám éltartama jelentősen nő nikkelbázisú szuperötvözetek megmunkálásakor, mindezt anélkül, hogy a ciklusidő arányosan nőne. Az ISCAR szerszámozásokkal az elméleti maximális szerszáméltartam hajszolása helyett az előre tervezhető, és megismételhető kopásmodellt lehet megvalósítani, hiszen a tervezhetőség megkönnyíti a szerszámcserék összehangolását és csökkenti a váratlan szerszámtörés kockázatát nagyértékű alkatrészek megmunkálásakor (3. ábra).
A repülőgépipari szerkezetekbe épülő titán alkatrészek megmunkálásakor, palástmarás esetén túlzott mértékű hátkopást és egyenetlen felületi érdességet tapasztaltak. Változó horonyszögű, a feladatra optimalizált bevonattal ellátott ISCAR marók használatával, a forgácsolási paraméterek finomhangolásával az éltartam több, mint 30 százalékkal nőtt. A felületi érdesség az előírt értékeknek megfelelően javult, ezért egyúttal a folyamatképesség nőtt, a selejtarány csökkent, és a gépkezelőknek is ritkábban kellett beavatkozniuk.
A digitális szerszámkönyvtárak CAM-rendszerekbe integrálása egyre fontosabbá válik a repülőgépipari műveletek tervezésekor. Az ISCAR digitális szerszámplatformjai szabványos szerszámadatokkal vannak feltöltve, ezért megkönnyítik a szerszám kiválasztását a paraméterek megadásával, leszűkítik a választékot és gyorsítják a művelettervezést. A szimulációs és ellenőrzési eszközök segítségével a forgácsolási stratégiákat a műhelyi megvalósítás előtt ki lehet értékelni és optimalizálni lehet, ezért nagyértékű alkatrészek megmunkálásakor csökken a kockázat.
A növelt szerszáméltartam és a stabilabb megmunkálási műveletek közvetlenül hozzájárulnak az alacsonyabb selejtarányhoz és az alkatrészenkénti energiafelhasználás csökkentéséhez. Figyelembe véve a repülőgépipari alkatrészek előgyártmányának magas árát, a selejtarány kismértékű csökkentésével is jelentős megtakarítást lehet elérni. A hatékony forgácsolási stratégiák szintén a fenntarthatósági célok elérését segítik elő a hulladék minimalizálásával és a szerszám kihasználtságának maximalizálásával.
A titán és a nikkelbázisú szuperötvözetek megmunkálása repülőgépipari alkatrészek esetén komoly odafigyelést igényel mind az alapanyag, a szerszámozás és a forgácsolási stratégiák megválasztásakor. Az ISCAR repülőgépipari szerszámpalettája segíti az adatvezérelt szerszámválasztást és műveletoptimalizálást, ezzel mérhető a javulás a szerszáméltartam, az egységes felületi érdesség, és a folyamatképesség terén egyaránt. Az ISCAR stratégiái megadják a műszaki alapjait a repülőgépiparban előforduló ötvözetek megmunkálásával járó kihívásokat, miközben a szigorú minőségügyi- és termelékenységre vonatkozó követelmények is teljesülnek.









